聯(lián)系我們
|
微信
銷售電話:18621317168掃一掃 聯(lián)系我們
|
銷售電話:18621317168掃一掃 聯(lián)系我們
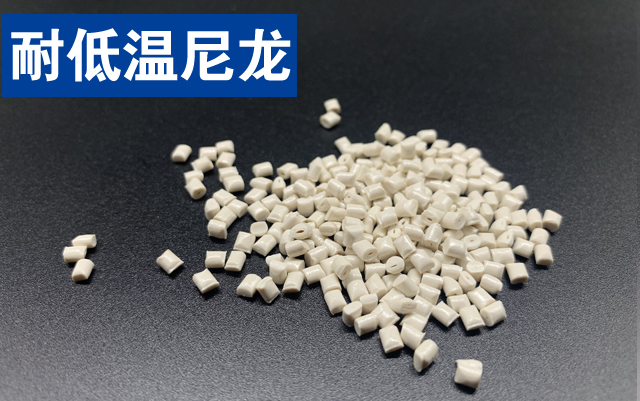
改性高性能耐低溫尼龍

PA6 BCF30XH3.0 耐熱老化 15%玻纖 尼龍塑膠 PA6原料
PA6 B3S 非增強(qiáng) 德國巴斯夫 PA6塑膠原料

德國巴斯夫PA6 8333G 潤滑 耐油 薄膜級(jí) 耐熱老化 PA6塑膠原料
PA6原料 德國朗盛 BKV30H2.0 30%玻纖 耐熱老化尼龍塑料

PA6 德國朗盛 BKV50H2 50%玻纖 耐熱老化 PA6原料 尼龍塑料

美國杜邦PA66 132F 成核尼龍

PA66 CM3006 熱穩(wěn)定級(jí) 增強(qiáng) 鹵素阻燃 汽車內(nèi)部零件

PA66 CM3001G-15 高強(qiáng)度 鹵素阻燃 滑輪 螺栓 葉輪用詳細(xì)介紹

PA66 1500中等粘度 韌性好 構(gòu)件 緊固件 片材應(yīng)用
眾君意尼龍改性 sitemap.xml地圖 rss.xml地圖 baidumap.xml地圖
備案號(hào):津ICP備18001702號(hào) 天津谷騏科技有限公司 技術(shù)支持